 Imagine...
Imagine......there is a flatness measuring system,
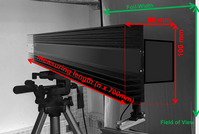
simple in design and easy to integrate*
Erst die Messung und Regelung der Planheit ermöglichte es in den vergangenen Jahrzehnten Bandbreite und Walzgeschwindigkeit von Kalt- und Folienwalzwerken enorm zu steigern. Und dabei beste Prozessstabiltät und höchste Qualität der erzeugten Metallfolien zu garantieren. Ebenso lange gibt es aber die Erkenntnis, dass selbst eine perfekte Planheit der Folie im Walzwerk nicht zwangsläufig noch bei der Weiterverarbeitung (converting) desselben Coils noch vorhanden ist. Durch Aufwickeln der warmen Folie und späteres Abwickeln des abgekühlten Coils entstehen Planheitsfehler, die in einem Schneidprozess Probleme erzeugen. Aus gutem Grund bietet der Marktführer Achenbach Buschhütten optional auch Planheitsmessrollen für Schneidmaschinen an. Es gibt aber auch Planheitsfehler, die aus der Sicht des Walzwerks-/Umformtechnikers oft wegargumentiert werden, da es sich um keine massenflußstörungs-bedingten Formfehler handelt. Beispielsweise sind sehr schmale, längs oder leicht schräg verlaufende Nähte bekannt, die in der Weiterverarbeitung ein ebensolches Problem darstellen wie Planheitsfehler im engeren Sinn. Oder sehr eng abgegrenzte Planheitsfehler ("Perlenschnüre"), die etablierte Messsysteme im Walzwerk aufgrund des groben Messrasters von 26 oder 52mm nicht erkennen können.
Sprechen Sie mich gerne an in technischen Prozessfragen bei der Herstellung und Weiterverarbeitung von Metallfolien und zu den Möglichkeiten der Messung von Unebenheiten und Planheitsdefekten in dünnen Bändern und Folien.
- Online-Messrollen zur Integration in eine Maschine oder Produktionsanlage.
- Offline-Messtische für Stichproben-Analysen.
- ...und Entwicklungsbedarfe.
*das Foto ist eine Simulation
The Battery Show Europe 28.-30.6.2022
Bei der Herstellung von Anoden und Kathoden für Batterien werden dünnste Elektrodenfolien aus Kupfer oder Aluminium, die als Träger und Stromableiter dienen mit dem aktiven Elektrodenmaterial beschichtet und kalandriert. Mit der Fragestellung, welche Rolle die Messung von Planheit in diesen Prozessen spielt, habe ich mich am letzten Messetag einmal in Stuttgart umgehört. Verarbeiter sehen in der Planheit teilweise keine Problematik: Der Bediener einer Beschichtungsanlage könne visuell erkennen, wenn die einlaufende Metallfolie fehlerhaft ist. Kalanderhersteller sehen auch eher ein Problem in der Messung des kalandrierten Produkts. Interessant hier: dabei geht es nicht nur um die Gleichmäßigkeit der Dicke der fertigen Elektrodenbeschichtung sondern auch um Formfehler. Sehr interessant war das Gespräch mit dem Gründer eines Unternehmens im Bereich der industriellen Bildverarbeitung: Gezeigt wurde ein Zeilenkamera-basiertes Messsystem für die Oberflächentopologie z.B. einer Anodenfolie. Mit beachtlichen 300 dpi Auflösung wird hier die Oberfläche dargestellt. Dabei ist die Messgeschwindigkeit im Kalander allerdings bereits anspruchsvoll: > 1m/s, d.h. 60 m/min, sind bei der Verarbeitung von mit 300 dpi erfassten Messdaten bereits eine Herausforderung. Beim Besuch eines führenden Kalanderherstellers zuvor war das für mich noch gar keine Fragestellung.
Mit dem Background von Walzwerken und Schneidmaschinen sind die 10 bis 20-fachen Geschwindigkeiten, d.h. 600 bis 1200 m/min eher die Normalität. Allerdings auch ein Messraster von nur 26 mm. Das ist weniger als 1 dpi (dot per inch). Zuwenig für eng abgegrenzte Ebenheitsfehler.
Mit nach Hause genommen von der Messe habe ich die Fragestellung nach den Marktchancen für ein optisch und berührungslos arbeitendes Planheits-/Ebenheits-Inspektionssystem mit einer örtlichen Auflösung im 1 mm-Bereich (25 dpi) bei einer Messgeschwindigkeit von 600 m/min. Vielleicht sehen wir uns auf der Aluminium-Messe 2022 wieder. Oder Sie schreiben mir ein kurzes feedback ?